Nous utilisons des cookies !
Notre site web utilise des cookies. Nous les utilisons pour vous offrir une meilleure expérience de navigation, analyser le trafic du site, personnaliser le contenu et diffuser des publicités ciblées.
Pour en savoir plus sur la manière dont nous utilisons les cookies et comment les gérer, cliquez sur « Paramètres des cookies ».
Ventouses pneumo-magnétiques combinées MagVacu®
Résultats de la recherche
[Résultats de la recherche texte de la page ]
Vos résultats dans : pages, produits et documents
Faites défiler pour tout voir. Vous n'avez pas trouvé ce que vous cherchiez ?
Essayez un autre terme de recherche ou contactez-nous.
Vouliez-vous dire:
{{suggestion.Description}}
,
?

- {{filter.Description}}


Aucun résultat trouvé
Nº d'article:
Stock:
{{item.ItemStock.Stock ? item.ItemStock.Stock : '0'}}
Clé de produit:
Trouvé dans
{{item.ItemVariations.length > 0 && item.ItemVariations[0].TitleX.length > 0 ? item.ItemVariations[0].TitleX : ItemVariationX}}:
{{item.ItemVariations.length > 0 && item.ItemVariations[0].TitleY.length > 0 ? item.ItemVariations[0].TitleY : ItemVariationY}}:
Prix
Quantité
Prix ??par unité
{{itemRebate.AmountStart}}
{{itemRebate.AmountStart < itemRebate.AmountEnd ? " - " + itemRebate.AmountEnd : " + "}}
[Résultats de la recherche texte de la page ]
Vos résultats dans : pages, produits et documents
Faites défiler pour tout voir. Vous n'avez pas trouvé ce que vous cherchiez ?
Essayez un autre terme de recherche ou contactez-nous.
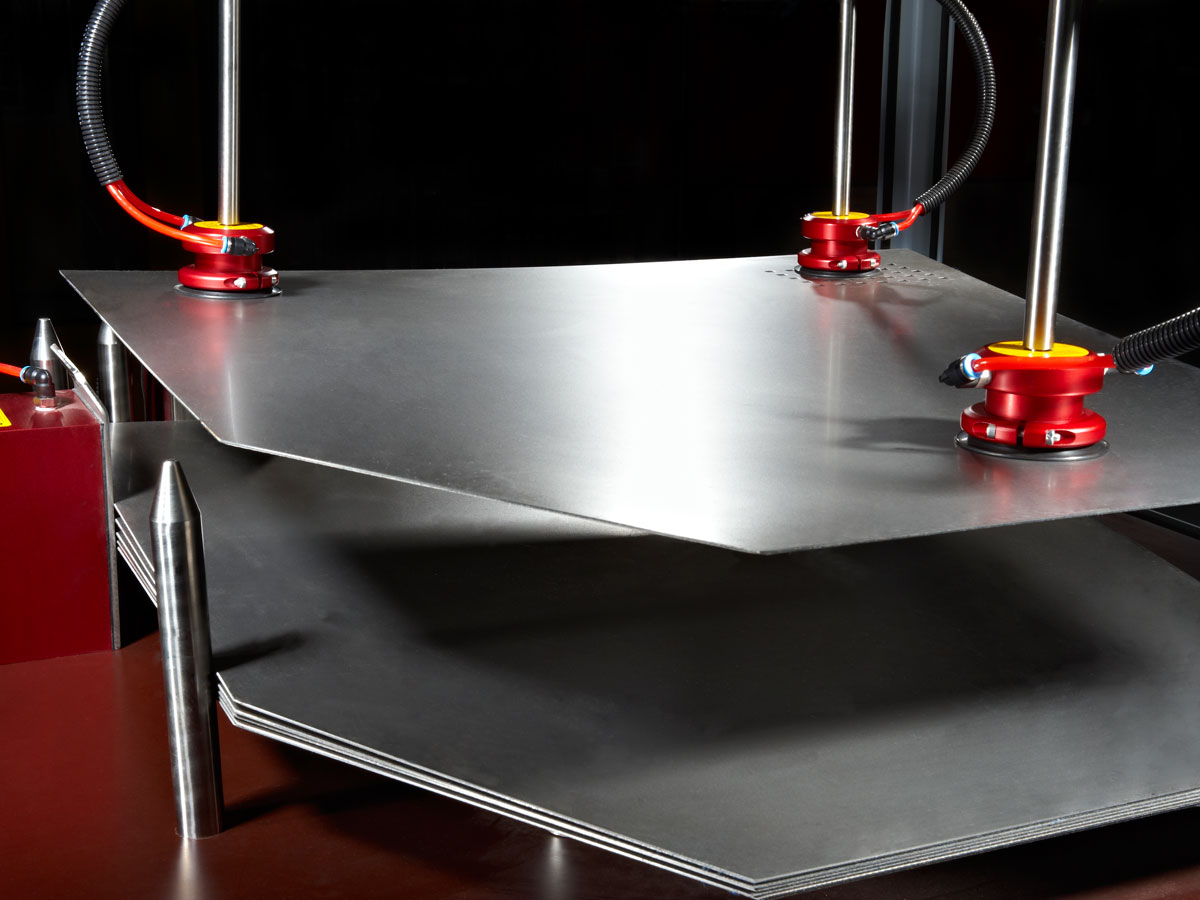
Application de la pince combinée MagVacu
Les préhenseurs magnétiques/à vide MagVacu sont la solution idéale lorsque vous travaillez avec des tôles ainsi que des plaques en acier inoxydable ou en aluminium. La flexibilité de ce préhenseur est idéale pour les environnements industriels de découpe au laser, de ligne d’assemblage automobile ou de traitement de la tôle. Par exemple, vous pouvez aisément manipuler des tôles perforées, courbes et plates avec le préhenseur MagVacu.
La fonction de l’aimant se commande par voie pneumatique et vise des durées de cycle rapides. Une conception bistable permet d’assurer que vous ne perdez jamais votre pièce, même en cas de panne de courant ou de dysfonctionnement.
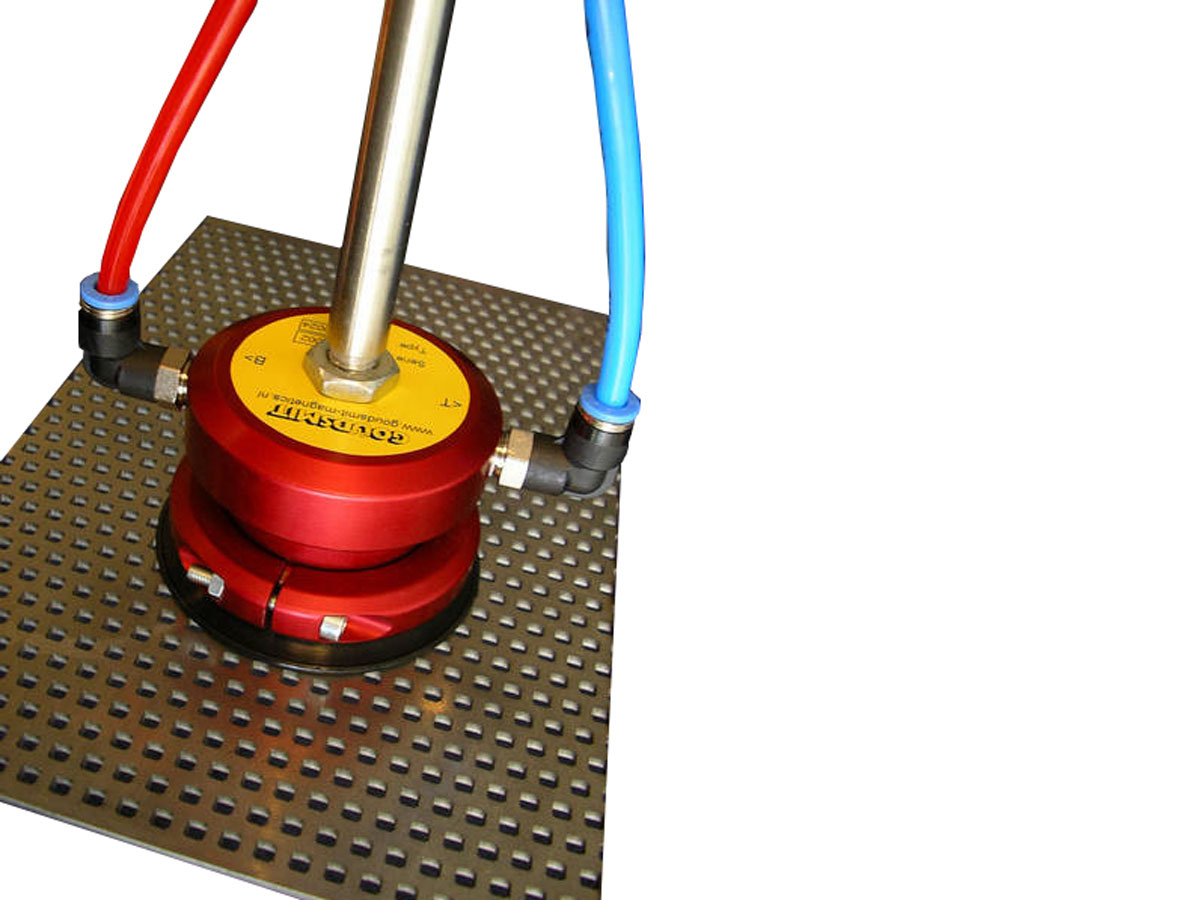
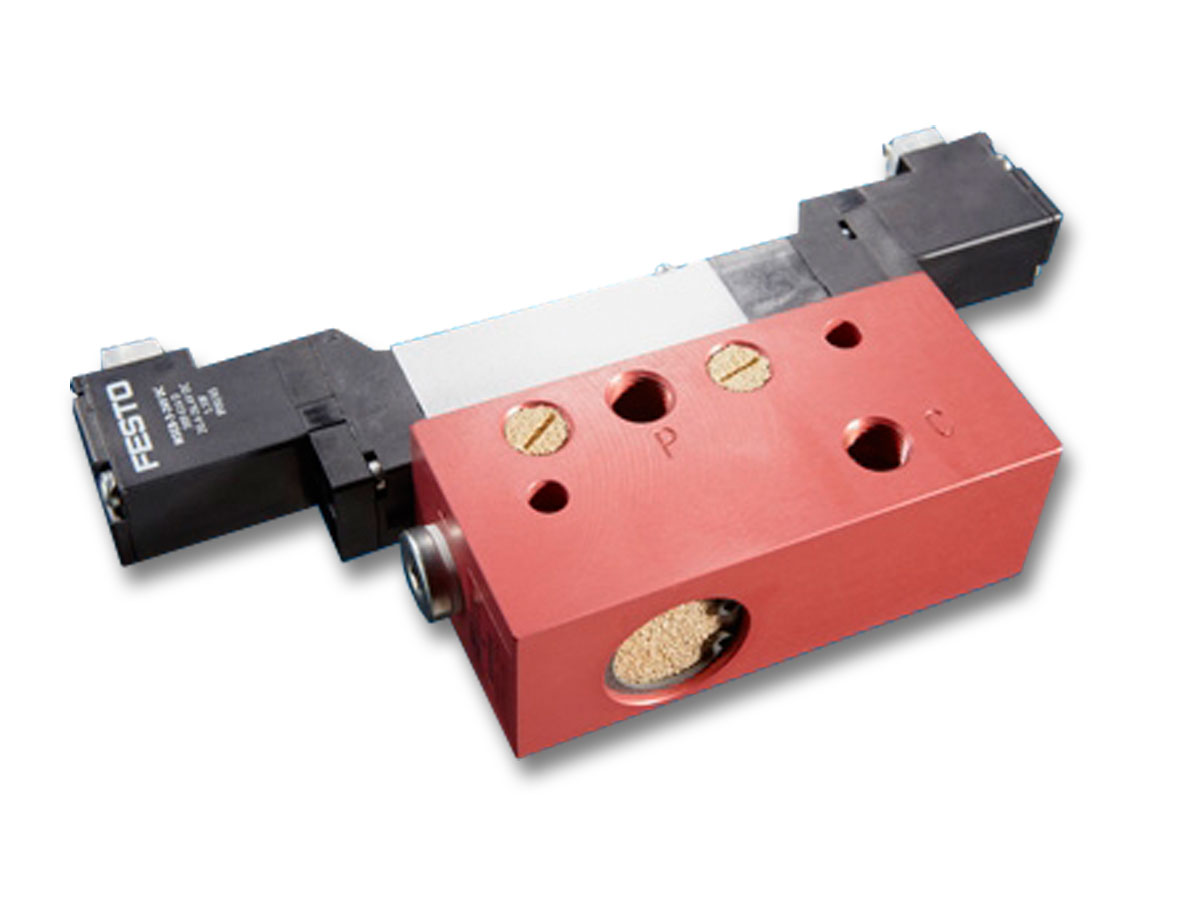
Connexion et fonctionnement de la pince MagVacu
Vous pouvez aisément connecter les préhenseurs MagVacu à votre bras robotique ou à votre machine en suivant les instructions de notre manuel d’installation. Les préhenseurs sont à commande pneumatique et le débit d’air est régulé à l’aide d’une valve 5/3 ou potentiellement 5/2. Les préhenseurs combinés Goudsmit peuvent être équipés d’accessoires tels qu’une valve de vide et des plongeurs à ressort pour plus d’amortissement.
Facteurs influençant la force de levage
Les préhenseurs MagVacu sont destinés à la manutention de pièces non ferreuses et ferromagnétiques. La force de prise magnétique pouvant être obtenue dépend des propriétés ainsi que de la composition chimique du matériau à manipuler. Par rapport à l’acier à faible teneur en carbone, la force de prise des préhenseurs magnétiques peut être moins élevée pour d’autres matériaux :
Matériau / Efficacité
- Acier non allié à faible teneur en carbone (< 0,3 % C) tel que le Fe360 ou le Fe510 : 100 %
- Acier au carbone non allié (0,3 – 0,5 % C) tel que le C15 ou le C45 : 80 – 90 %
- Acier d’outillage allié à haute teneur en carbone (0,5 – 1,8 % C) : 70 – 80 %
- Acier inoxydable magnétique (ferritique, martensitique) tel que l’AISI430 : 60 – 75 %
- Fonte (> 1,8 % C) : 45 – 50 %
- Nickel : 30 – 50 %
- Acier inoxydable AISI304 : 1 – 3 %
- Acier inoxydable austénitique tel que l’AISI316, le bronze, l’aluminium, le cuivre : 0 %
En plus du matériau de la pièce, les facteurs suivants contribuent également à une réduction de la force de prise :
- Entrefer entre la pièce et le préhenseur électronique. Les surfaces non magnétiques comme des revêtements, des films, de la rouille ou de la saleté, ou encore la rugosité de la surface, peuvent être à l’origine d’un entrefer et d’une réduction de la force de prise.
- Surface de contact. Placer la pièce en contact direct et sur toute la surface des pôles magnétiques permet d’atteindre la force de prise maximale. En cas de couverture partielle ou de contact réduit, par exemple en cas de perforation de la pièce ou si celle-ci est difficile à toucher, la force de prise diminue.
- Épaisseur de la pièce. Lorsque vous travaillez avec des plaques minces (≤1 mm), tenez compte de l’'effet de pelage'. Il diminue la force d’arrachage maximale. Dans ce cas, il est plus judicieux de créer une construction avec plusieurs préhenseurs plus petits (par exemple 40 mm) qu’avec un ou deux grands préhenseurs.
- Température. La force magnétique est réduite à la fois en cas de température ambiante élevée (>30°C) et en cas de température élevée du produit (40 - 80°C).
- Forces d’accélération. Lorsque la pièce se déplace rapidement, les forces d’accélération peuvent affecter négativement la force de prise. Assurez-vous que les forces d’accélération de la pièce sont toujours significativement plus faibles que la force de prise.
- Raideur ou flexibilité de la charge. Des charges longues et flexibles peuvent fléchir. L’effet de déflexion de l’aimant peut réduire significativement la force de prise. Ajoutez suffisamment de préhenseurs magnétiques sur plusieurs points de prise pour empêcher le fléchissement. Vous pouvez également équiper les préhenseurs magnétiques d’une suspension flexible pour absorber la déflexion.
Combinaison de force magnétique et de force de vide.
Vous vous demandez si votre environnement de production va limiter les forces magnétiques et la force de prise ? Le système MagVacu de Goudsmit vous permet de combiner deux forces. Si vous souhaitez en savoir plus sur les forces de levage et les possibilités offertes, veuillez consulter un spécialiste Goudsmit.
Le préhenseur magnétique/à vide MagVacu convient à la manutention de pièces ferromagnétiques et non ferreuses, telles que les plaques en acier inoxydable ou en aluminium. Ce préhenseur combine la technologie de vide à la force magnétique. Vous pouvez utiliser le préhenseur magnétique/à vide MagVacu si vous ne voulez pas changer continuellement les effecteurs. Vous pouvez ainsi saisir différents matériaux à l’aide d’un seul préhenseur et gagner du temps. Les préhenseurs MagVacu sont la solution idéale pour ajouter de la flexibilité à votre ligne de production.